Green perspective Casting high-conductivity oxygen-free copper rod from scrap: myths and reality
To preserve the properties of high conductivity oxygen free-copper rod, the most ductile of all copper grades, special care must be taken when it is produced either entirely from scrap or from a cathode/scrap combination. This presentation describes the effect of some melt pollutants on conductivity and drawability.

UPCAST® by its own right is not a refining process. In standard cases, the only element that is removed from the melt is oxygen. By some physical and chemical means, and if the system is purposely designed so, some other impurities may be eliminated by oxidation or the addition of additives promoting slag formation, or even mechanically (i.e. hydrogen). However, as oxygen free high conductivity (OFHC) copper rod (UNS C10100 and C10200) becomes the raw material of choice in ever more demanding applications such as high speed multiwire fine and superfine drawing, ultrafine magnet wire production, among others, the need to produce rod with a consistent excelsior quality crashes with the possibility of using lower quality scrap as raw material.
This article describes the effect of some melt pollutants on conductivity and drawability.
As presented in the title, the focus in this paper is on the most demanding application in terms of scrap use as raw material: high conductivity oxygen-free copper rod (Cu-OFHC). Nevertheless, lesser quality scrap may be “upcast” into products which chemistry and electrical properties are less constraining, as for instance the big family of binary and tertiary brasses, among other products.
Some casting equipment manufacturers offer magic solutions that allow the use of low quality scrap for manufacturing OFHC copper, but regretfully alchemy is not chemistry, and magic and science are not best friends. In standard UPCAST® lines producing Cu-HCOF, in-plant scrap is normally fed back into the operation at a rate that is typically not bigger than 10%, while the balance of the feeding material is made up of copper cathodes. However, running on a higher scrap-to-cathode ratio or even 100% scrap, represents a different working condition bringing in a different set of variables.
Environment. This is the first point. Depending on scrap grade the content of organic substances, among other pollutants, may be significant. For instance, the weight percentage of enamel in magnet wire may range from less than 0.5% for bigger sizes to around 3% in submm sizes. Burning those organics, either before or during the melting stage, tends to generate furans and dioxins, as copper works as a catalyzer for their formation.
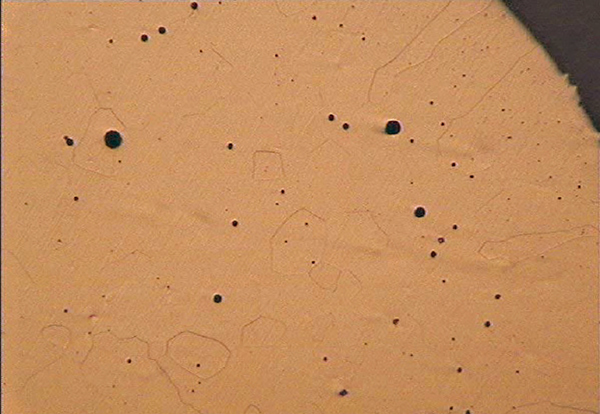
Gases. The high solubility of oxygen and hydrogen in molten copper represents an important challenge. While O2 can be dealt with by sizing the system in order to allow enough dwell time for full deoxidation to occur, once H2 reaches an oxygen deplete melt, it is very difficult and costly to remove it. Options may include mechanical means, as argon or nitrogen bubbling. In case of hydrogen, the absolutely best option is not allowing it into the melt. One of the possible effects of high Hydrogen content in the melt – microporosity – can be observed in Fig. 1. Substances that are main hydrogen contributors include moisture (water) and hydrocarbons (emulsions, oil, grease, enamel (from magnet wire)), among others.
Cu-HCOF electrical conductivity. High conductivity 8 mm oxygen-free copper rod is typically cast with less than 2.5 ppm of oxygen in order to obtain the best quality results.
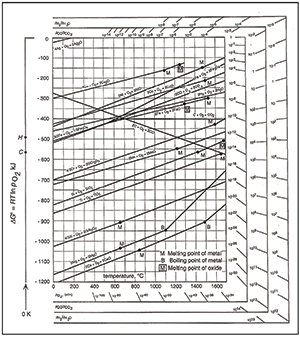
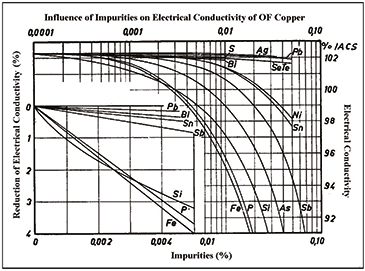
Reduction reaction takes place by means of carbon addition, normally in the form of charcoal and/or flake graphite. By checking on the Ellingham diagram for some oxides (see Fig. 2), it can be noticed that at normal melting/casting temperatures for Cu-OF, copper will not be the only de-ox-idized (reduced) metal; others, like iron, nickel or cobalt, will be reduced to their metallic form. While metal oxides migrate to the grain boundaries of the solidifying shape, non-oxidized metals do not migrate but remain inside the grains (solid solution), reducing the electrical conductivity. In that sense, in order to maximize electrical conductivity for Cu-HCOF – typically well above 101% IACS – the level of metallic impurities must be kept low. The effect of some metallic impurities on Cu-OFHC electrical conductivity can be observed in Fig. 3. It shows that iron, silicon and residual phosphorus are the most detrimental single elements for electrical conductivity, but conductivity is affected by impurities in an additive form.
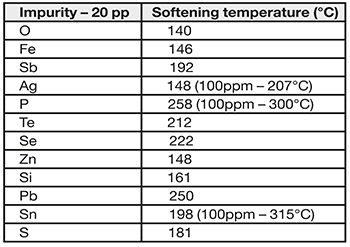
Annealability. Anneability (softening temperature) can be affected by elements that rise the softening temperature of a work-hardened wire. Among those elements, the most important are: antimony, arsenic, lead, bismuth, tin, sulfur, tellurium and phosphorus. Table I shows the effect of 20 ppm of selected elements on softening temperature of Cu-HCOF after work-hardening (75% area reduction).
Drawability. Bismuth, lead, selenium and telurum are low-temperature melting elements, have a small solubility in copper and form molten films or brittle phases on grain boundaries. This will lead to breaks during casting and further drawing. Bi is especially sensitive.
Furnace charging. As melt cannot be exposed to atmosphere in Cu-HCOF production systems, metal to be charged needs to go through the covering layer, as mentioned earlier, typically charcoal or flake graphite. Another point is the apparent density of baled copper scrap being much smaller than that of molten copper, so the bale tends to float on the melt. Floating material or material above the carbon protection layer will tend to oxidize, bringing more oxygen into the system once molten.
Cu-HCOF produced from 100% ETP scrap
After several trials in UPCAST® pilot plant for process fine tuning, and long hours of engineering, an UPCAST® line suitable for processing clean 100% ETP scrap (250–300 ppm O2) as in-feed material into high conductivity oxygen-free rod, came into production during the first half of 2014 with a capacity of 12,000 tons per year. Its successful operation ever since confirms the suitability of both process and equipment design for this demanding application.
Conclusions
Quality of Oxygen Free High Conductivity Copper (C10100 and C10200) is very sensitive to impurities, particularly those affecting electrical conductivity and drawability. In order to get standard OFHC copper quality out from scrap in-feed material, only Mill Berry scrap can be used. If other kind of scrap is to be added (in small quantities), calculations must be performed in order to guarantee that the final melt chemistry is inside standards. Lower quality scrap may be used for upcasting brasses for instance.
UPCAST designed, built and successfully tested a fully automated UPCAST® system capable of producing high conductivity oxygen free copper (UNS C10200) from 100% ETP scrap copper infeed. While the system was initially designed for 12000 tons per year, it was found that it could produce an output of up to 14,000 tons per year. ETP scrap to Cu-HCOF rod transformation cost is comparable to that of producing rod from cathodes. Systems could be scaled up or down by sizing the furnaces according to the desired capacity.

Juan Carlos Bodington is technical advisor for Upcast Oy, Pori, Finland, responsible for customer service, plant commissionings, technical support to sales, and R&D.
Bibliography: Pietilä, Seppo, 2006, Cathodes and their impurities, IV UPCAST Users Meeting Proceedings. Gardone, Italy. Bodington, Juan Carlos, 2016. UPCAST GREENerCAST and beyond. WJI, December issue, from 2nd Global Casting Forum, 2015, Atlanta, USA. Bodington, Juan Carlos. 2017. Casting ETP scrap into high conductivity oxygen free copper rod. IWCC Technical Seminar: Melting, refining, casting. Munich, Germany.